This was provided by Tom Kelly. He’s a retired Facilities Engineer & Manufacturing Engineering Supervisor from Chrysler Engine Casting and Manufacturing. These documents shed light on the processes used for Chrysler, Dodge and Plymouth in the 1970’s to cast engines like the 340, 383, 440 and the famous 426 Hemi.
Tom’s comments are shown at the bottom of this page.





























































“My name is Tom V. Kelly and I’m a retired Facilities Engineer & Mfr Engineering Supervisor from Chrysler. I have some info that may help on discussions related to the lag between engine block casting dates & engine plant machining/assembly dates that comes up periodically. This is a rehash of info I posted on Moparts last year (March 2018). Wanted to share here since it’s a topic in this thread.
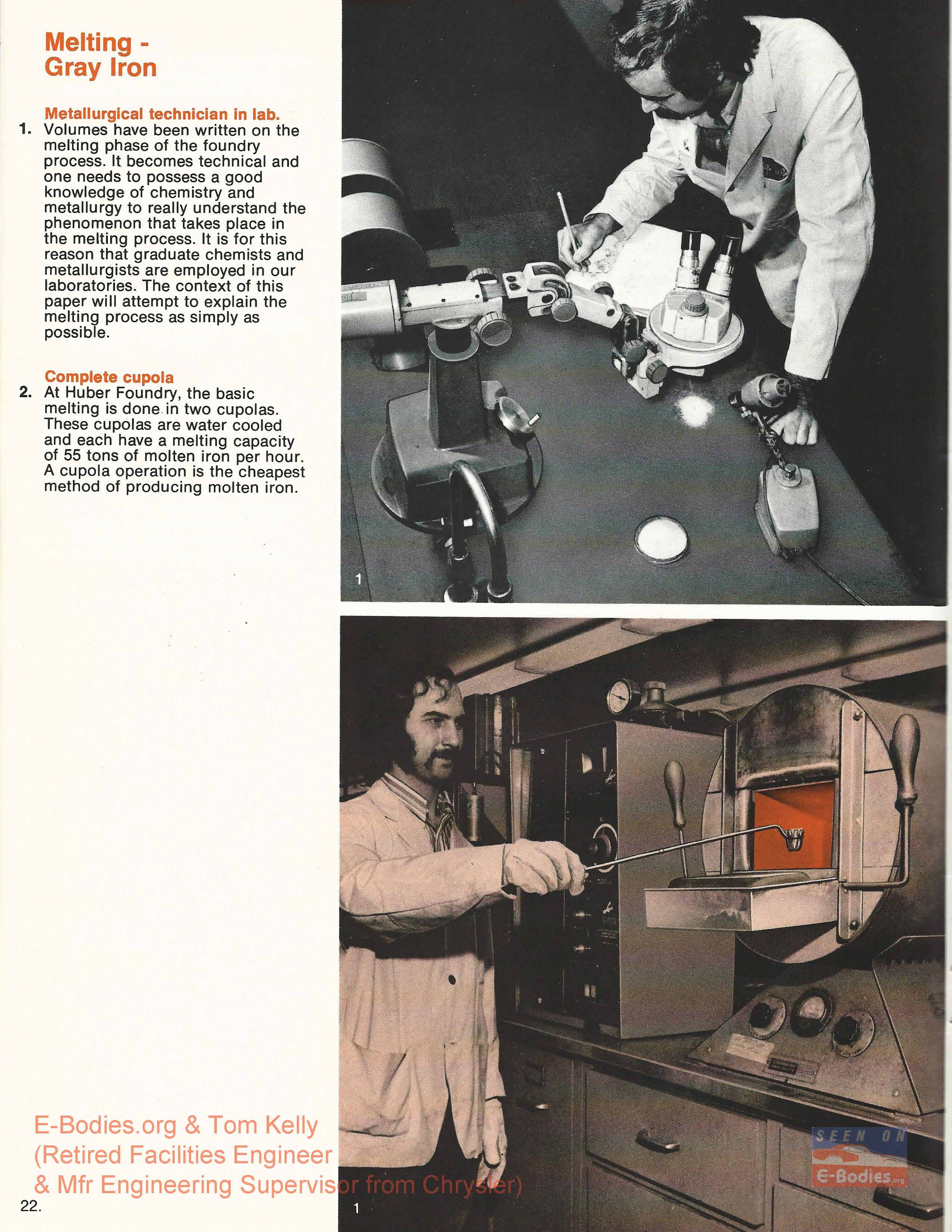
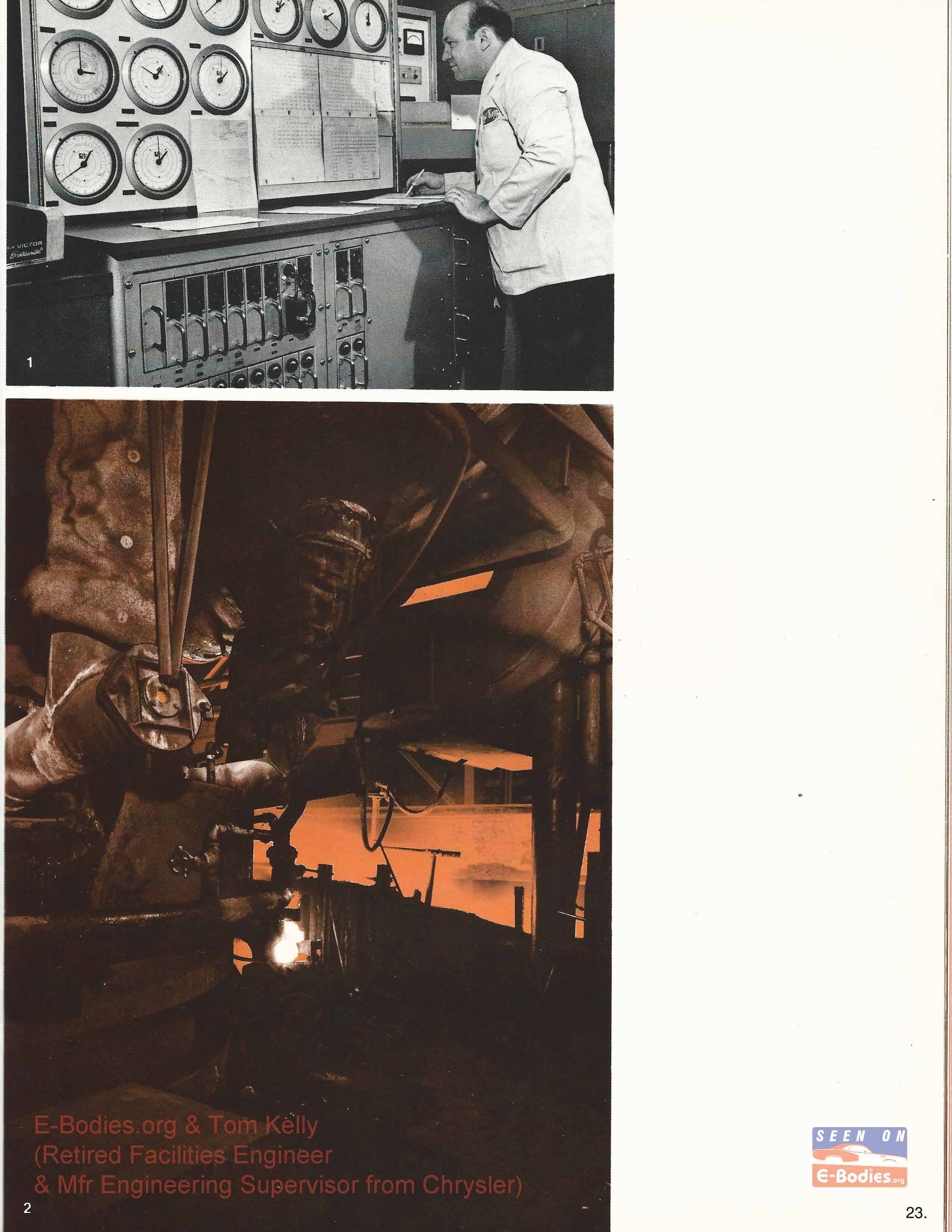
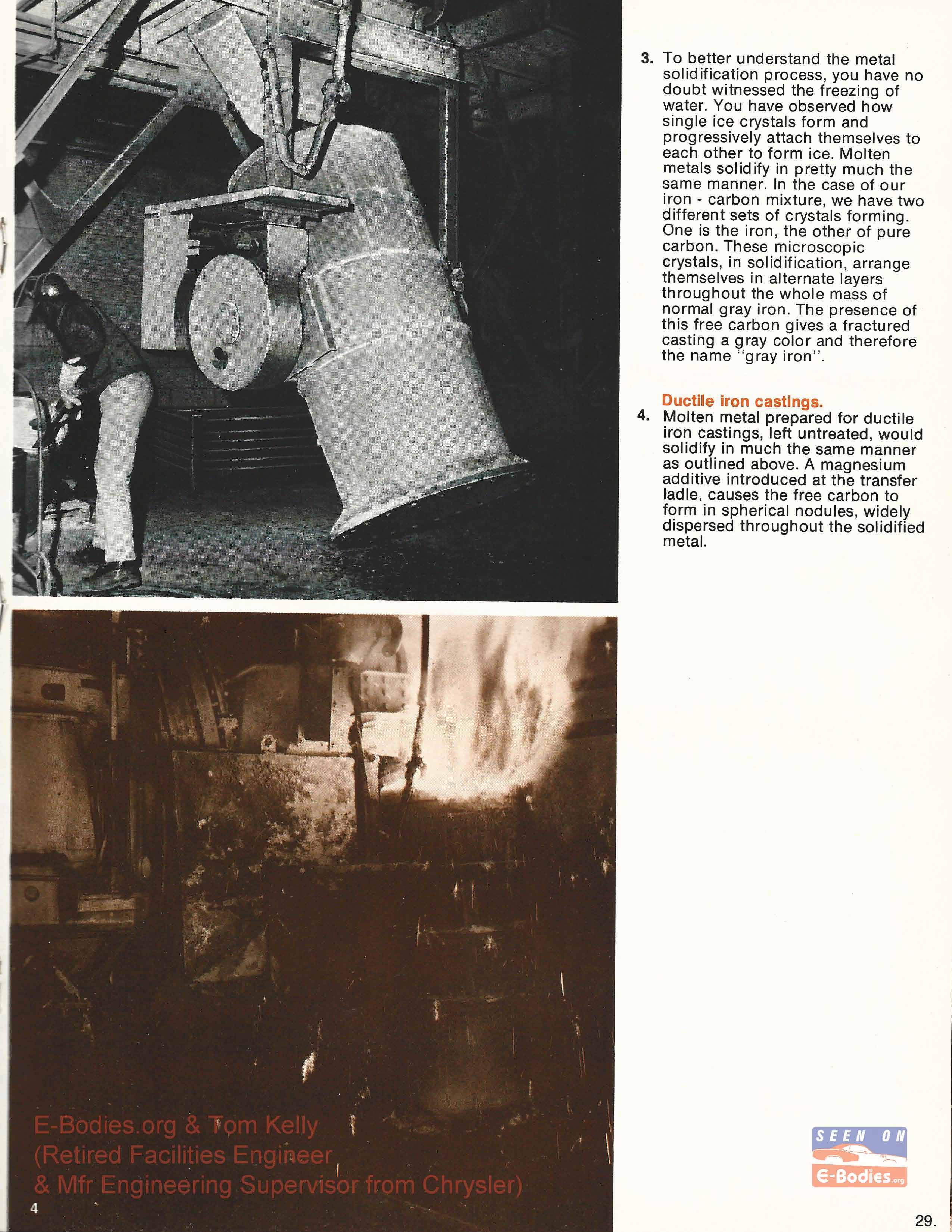
A bit off topic but some history on the Chrysler Indianapolis Foundry where I started my career as that’s where the engine block castings came from. The sand mold, grey iron plant was originally named the American Foundry when first started in Indianapolis in the 1890s. It was relocated a bit further west in town later before being purchased by Chrysler around 1949. It officially became the Chrysler Indianapolis Foundry in 1958. It was closed down by the Daimler ‘braintrust’ in 2005, block production farmed out to Germany and South America and the Indy facility was subsequently bulldozed a year or so later.
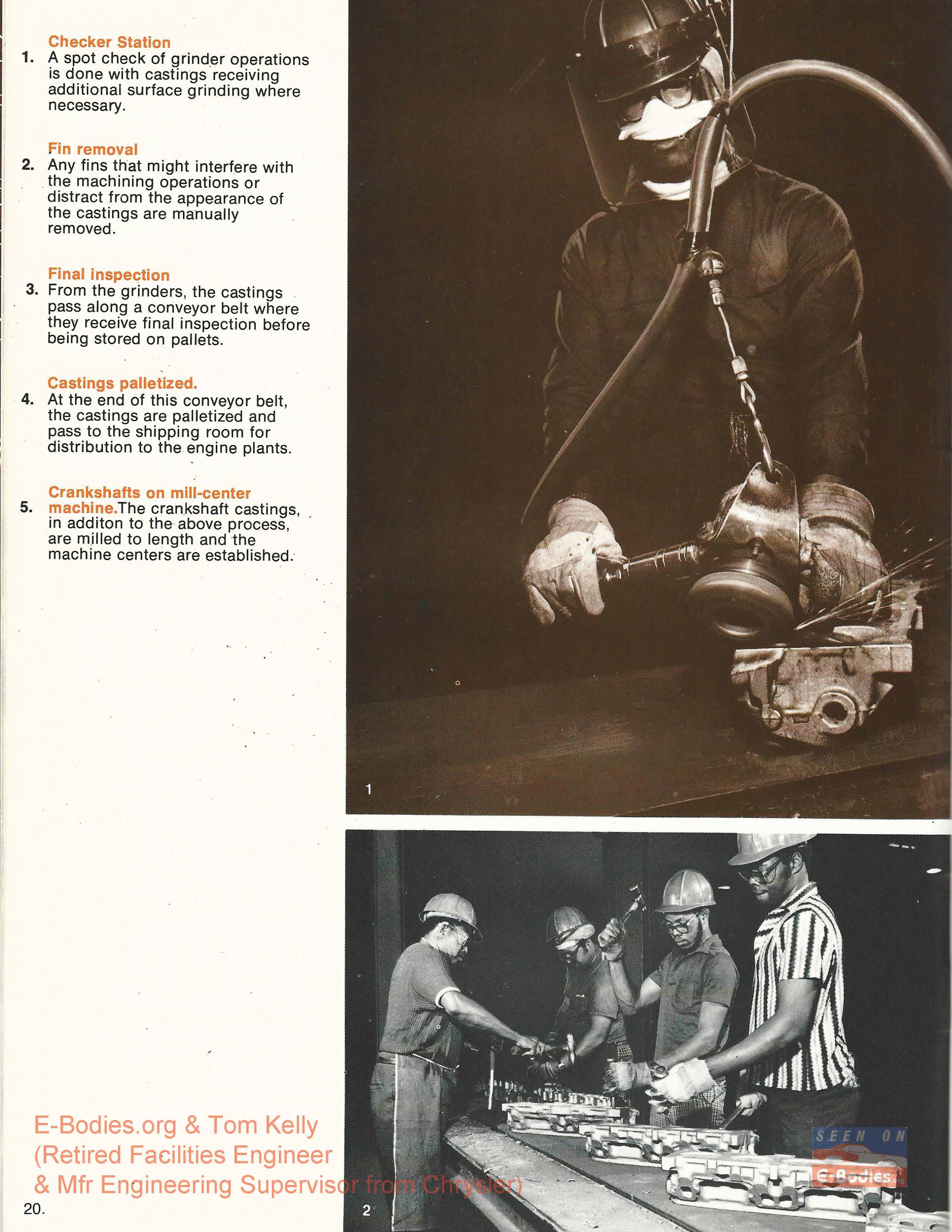
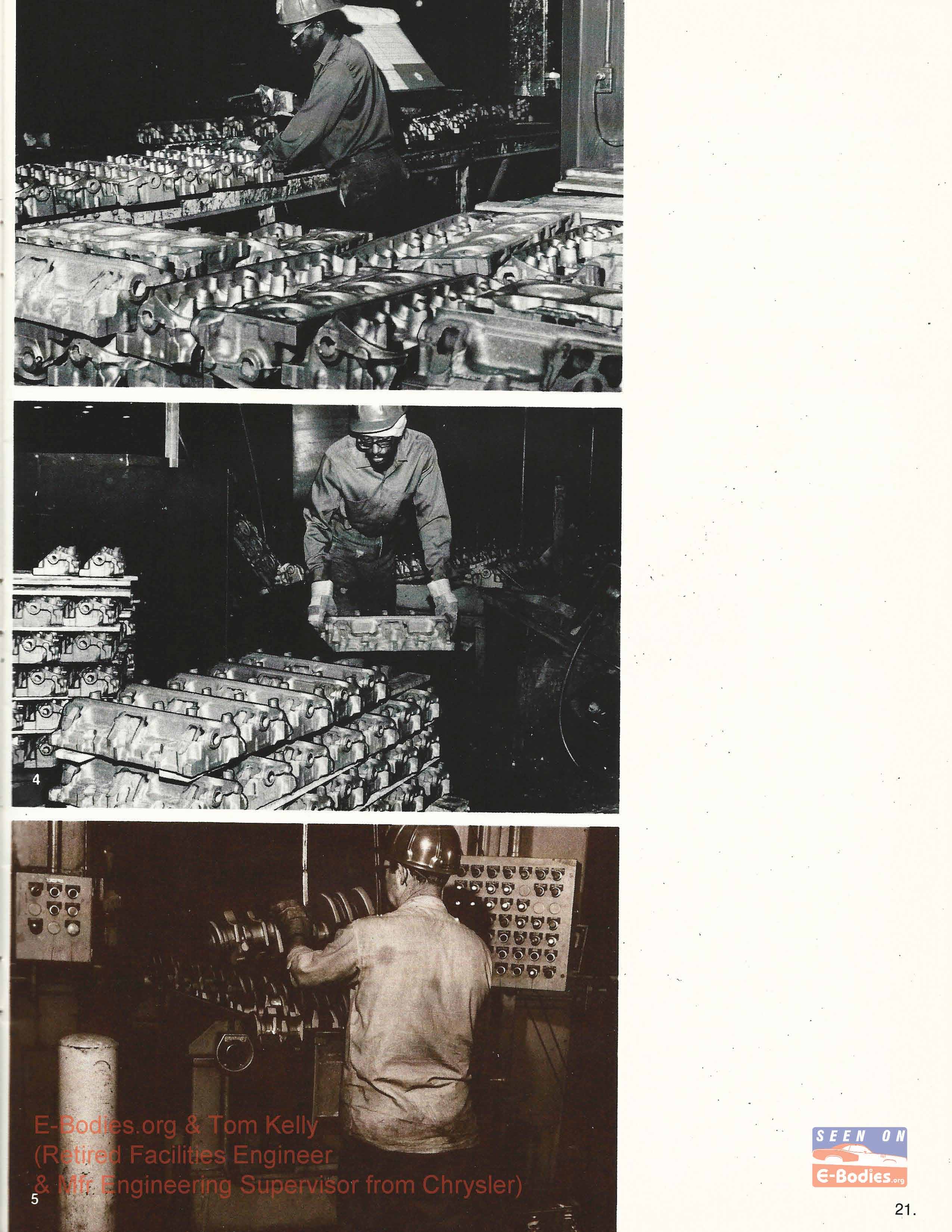
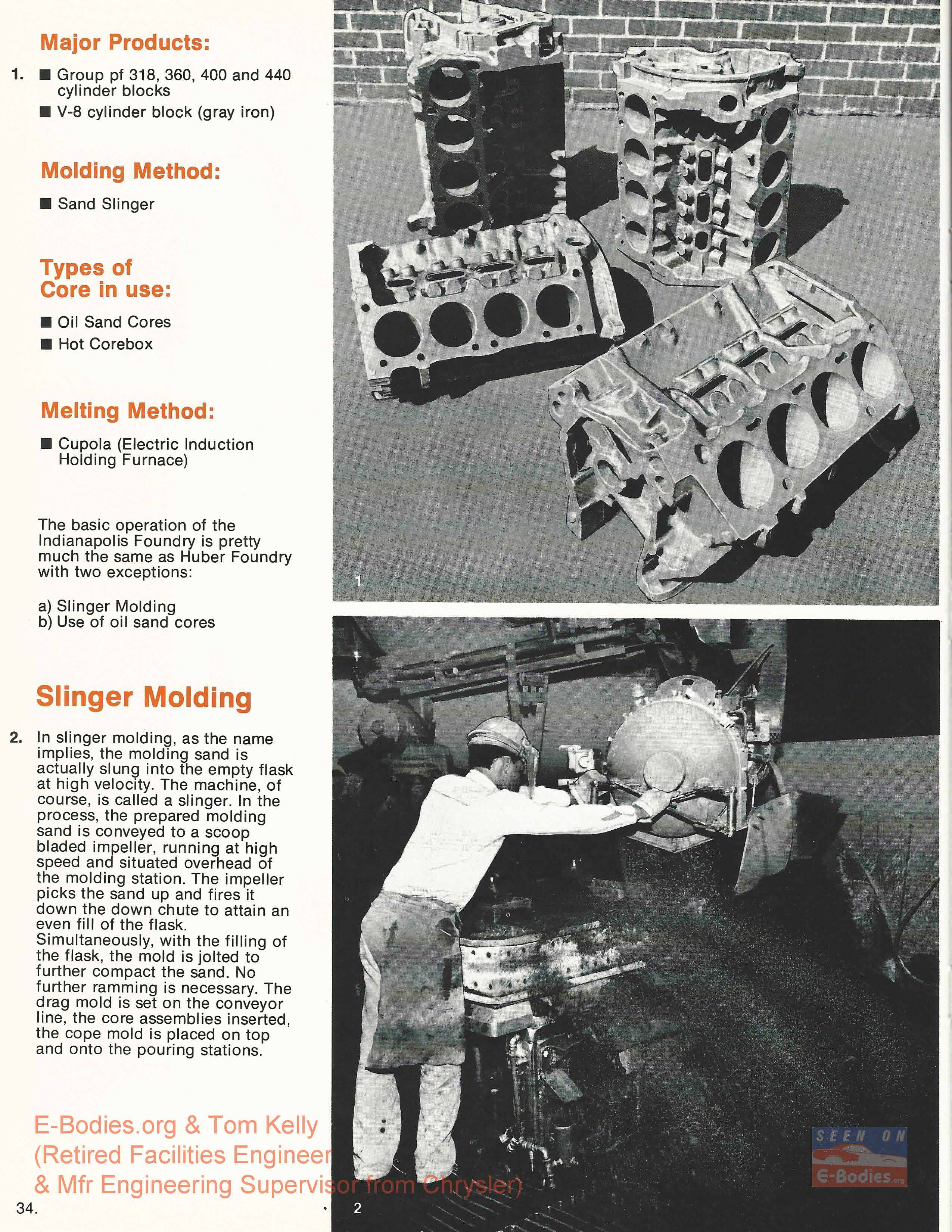
The Indianapolis Foundry’s heritage was producing the 426 Hemi blocks that won the 1964 Daytona 500, the subsequent casting of iron 426 Race Hemi and production Street Hemi blocks, thousands of 273, 318, 340 (including the TA and race blocks), 360, 361, 383, 400, 413, 426w and 440s. All the blocks for the muscle car era. The plant also cast the iron 2.2, 2.5, 3.9, 3.5 and later 4.0 L Jeep blocks before being shut down. Our product was rough castings, cleaned of excess flashing only. No machining was done at our facility though we did have an off-line heating & annealing oven for minor exterior defect repairs. Actual machining was done at the engine plants. I started at the Indianapolis Foundry in July 1972 in Production Control. Being the ‘newby’ I pulled different clerical duties over time including monitoring in-process casting production, shipping and for a while ended up on night shift taking in-plant casting inventory. At that time there were over 100,000 rough castings of various displacement palleted in the outdoor storage yard and a few thousand more of high demand blocks in a large storage warehouse on the site. The bare block castings were stacked on pallets, 24 small blocks per pallet, 18 big blocks per pallet, three pallets high, in long rows by part number. At that time if the engine machining plant called for a quantity of blocks and that block was in production on the line, they were palleted, banded and loaded straight off the ‘cleaning (flashing removal) line’ onto the semi-trucks and headed to the Engine Plants. The Indy Foundry produced all of the V8 iron blocks for the Corporation at that time, though I do recall some were outsourced to International Harvester Foundry across town in Indy when we couldn’t keep up with demand. This was primarily 318s while I was there, but my brother had a 383 in a ’64 Fury with an International Harvester tag riveted to it so obviously there were others. The B/RBs went to the Trenton MI Engine Plant for machining, 318 & 340s to Mound Road MI Engine Plant and the 360 to Windsor Ontario Canada plant for machining and assy in ‘72.
Of interest, in 1972 when I inventoried all plant castings, though no longer in production, there were still numerous rough casting 273, 361, early and late style 383 and 413s stacked in the storage yard. And the coolest thing, there were even a few hundred HEMIs still palleted in the yard that had been poured some time earlier. I was in awe of those HEMIs so kept an eye on them. The Hemi tooling was still in a secured, caged area of the warehouse at that time. I even loved looking at it when walking the area. I was drafted into the Army in October 1972 so no direct knowledge of production operations during ’73 through mid ’75.
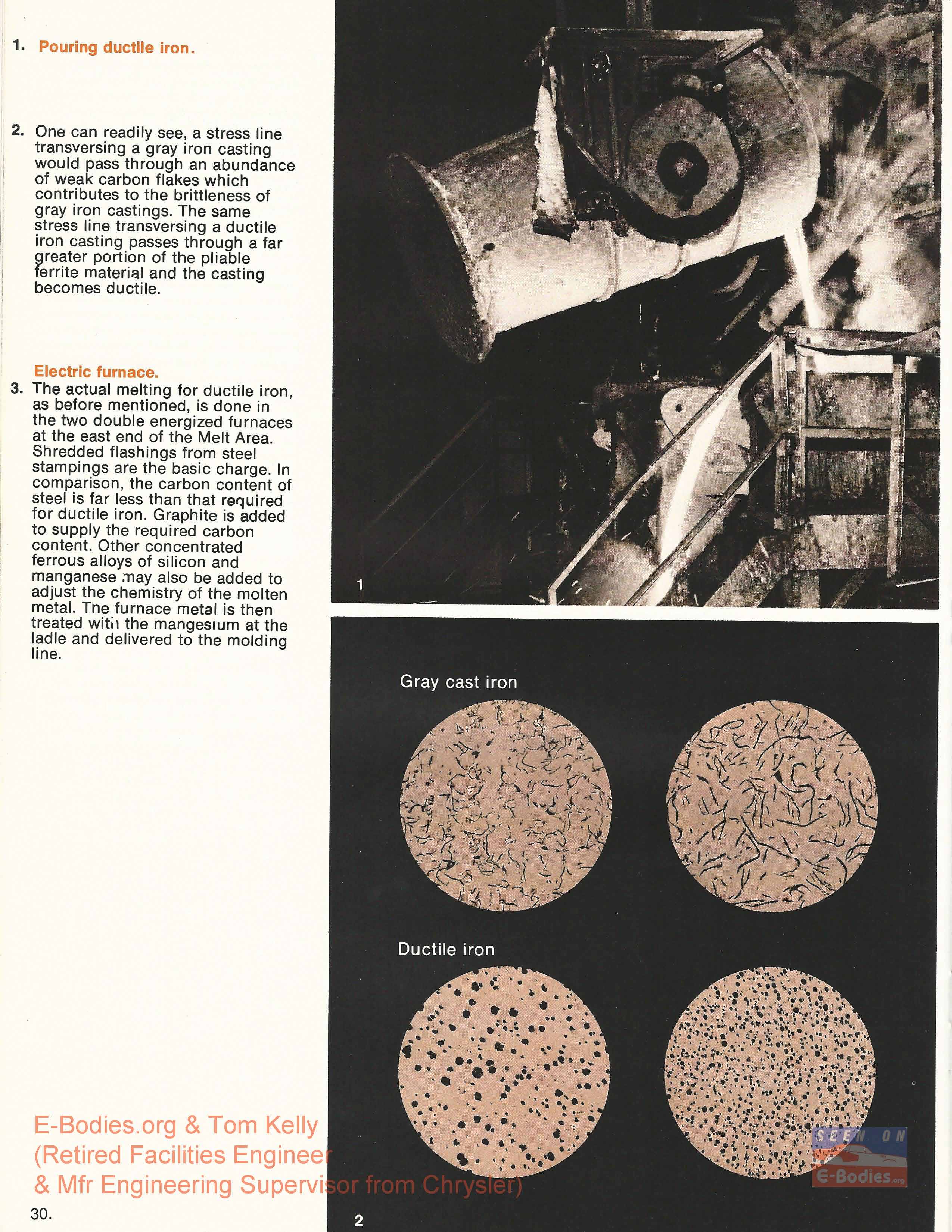
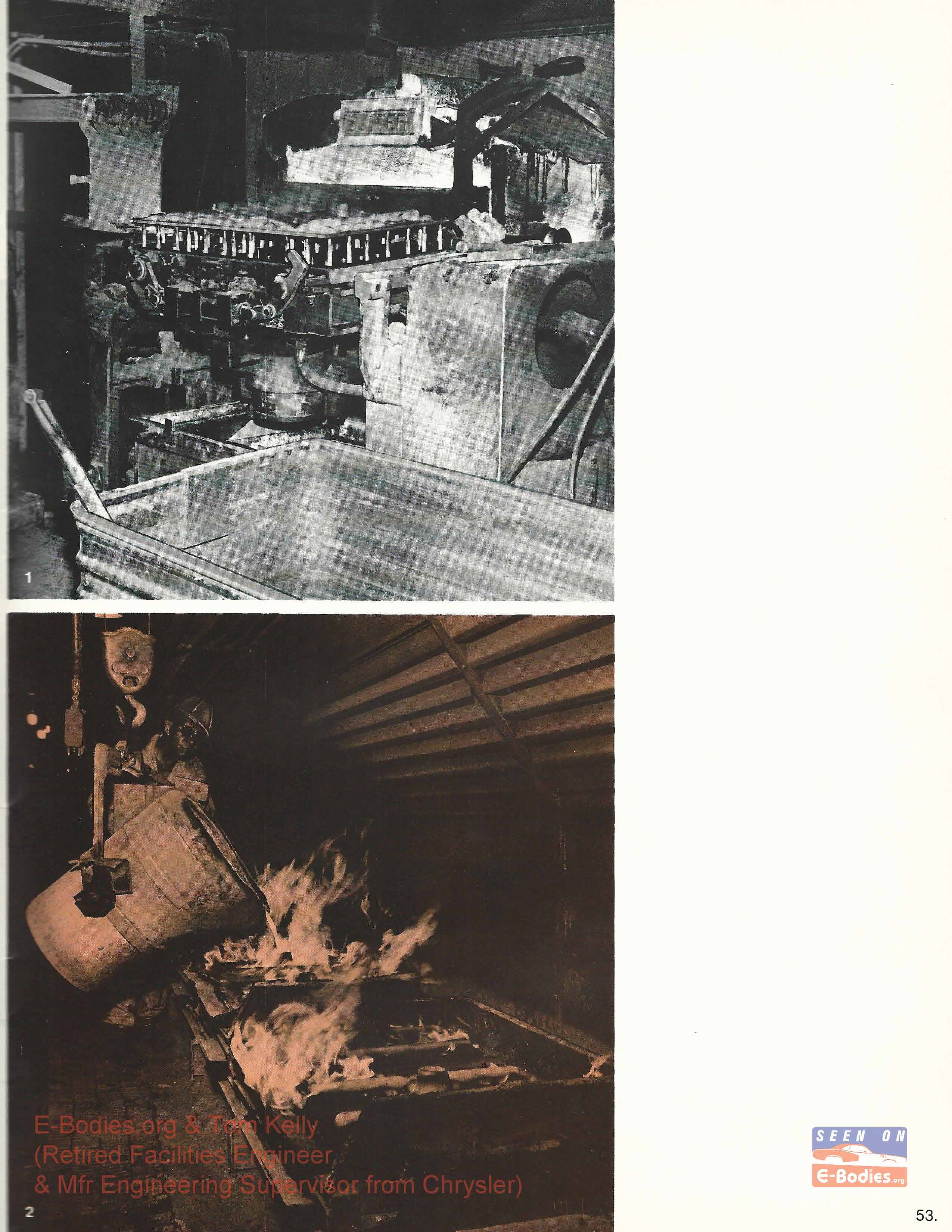
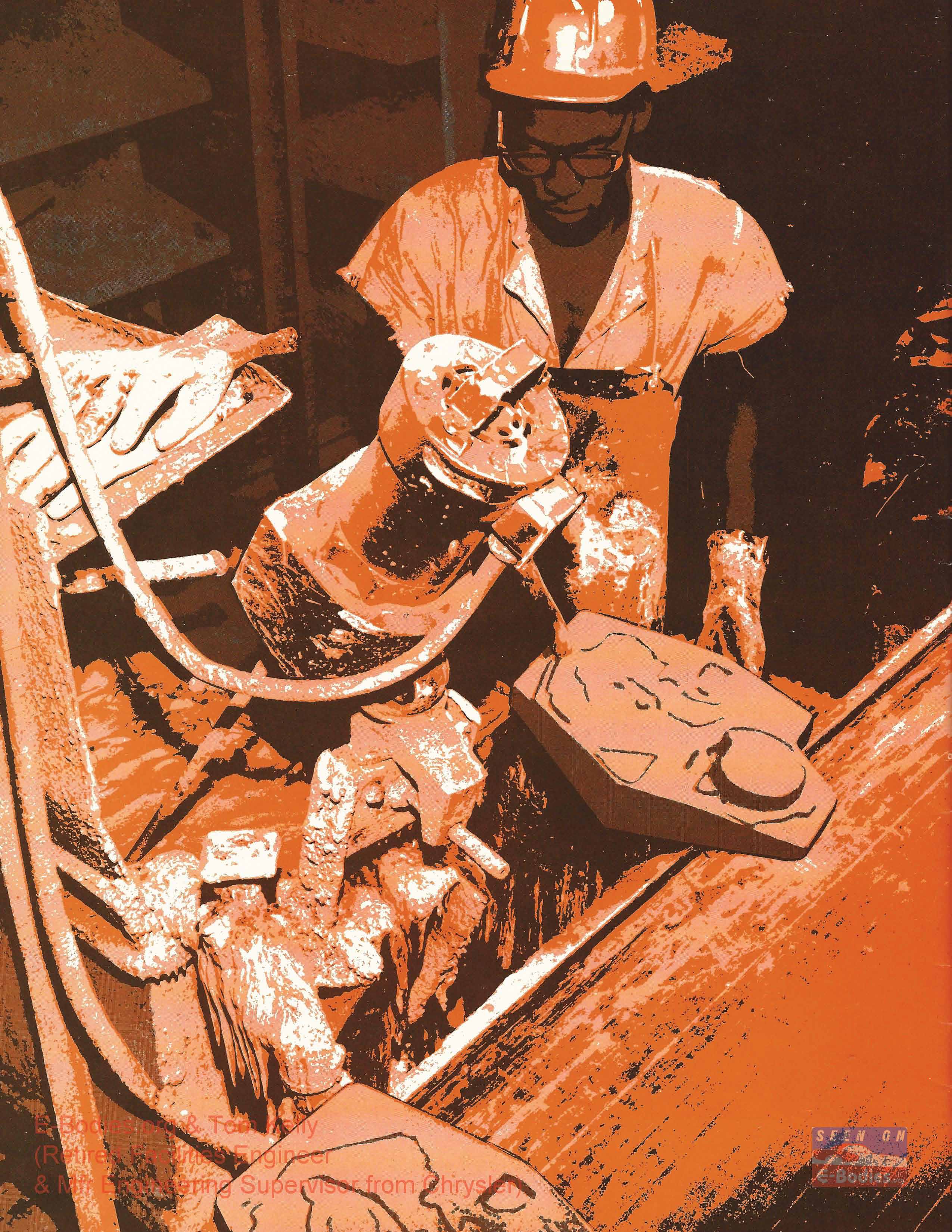
Now to the discussion on Casting Date versus Machine/Assy dates on blocks: When Engine Plant orders exceeded in-process production output of a specific part number block or an order came in for a casting not coming off the line at the time, the blocks would be pulled from the warehouse if available. If none in the warehouse, castings were pulled from the outdoor storage yard. We had two production casting lines at the time and one was generally dedicated to 318s due to demand and the second line could be “A”, “B” or “RB” blocks so yard pulls could be fairly random based on engine plant requirements. When required, ‘yard blocks’ were moved from yard (last in-first out based on the long rows in the yard), removed from their wood pallets, hung on conveyor hooks & sent through one of two huge shot blast machines (Wheelabrator & Pangborn equipment manufacturers) to clean off surface rust. After blocks were shot blasted & tumbled on vibratory conveyors (the reason you have metal shot in some of your water jackets!), they were put back on wooden pallets, banded and shipped. So of note, depending on demand, older cast date blocks could have set in the yard for a long time before being pulled out randomly for blasting & shipment. That helps explain old casting dates with much later machine/assembled stamped dates at the Machine Plants.
When I got back from the army, I started engineering classes at night and got called back to the Foundry in late 1975. Things had changed due to gas/oil embargo, economy, etc. Chrysler had tightened its belt and yard storage of blocks was eliminated. Don’t remember seeing the HEMI blocks anymore. The ‘out of production’ blocks were gone too (likely written off and re-melted) and I don’t remember seeing that Hemi tooling anymore.
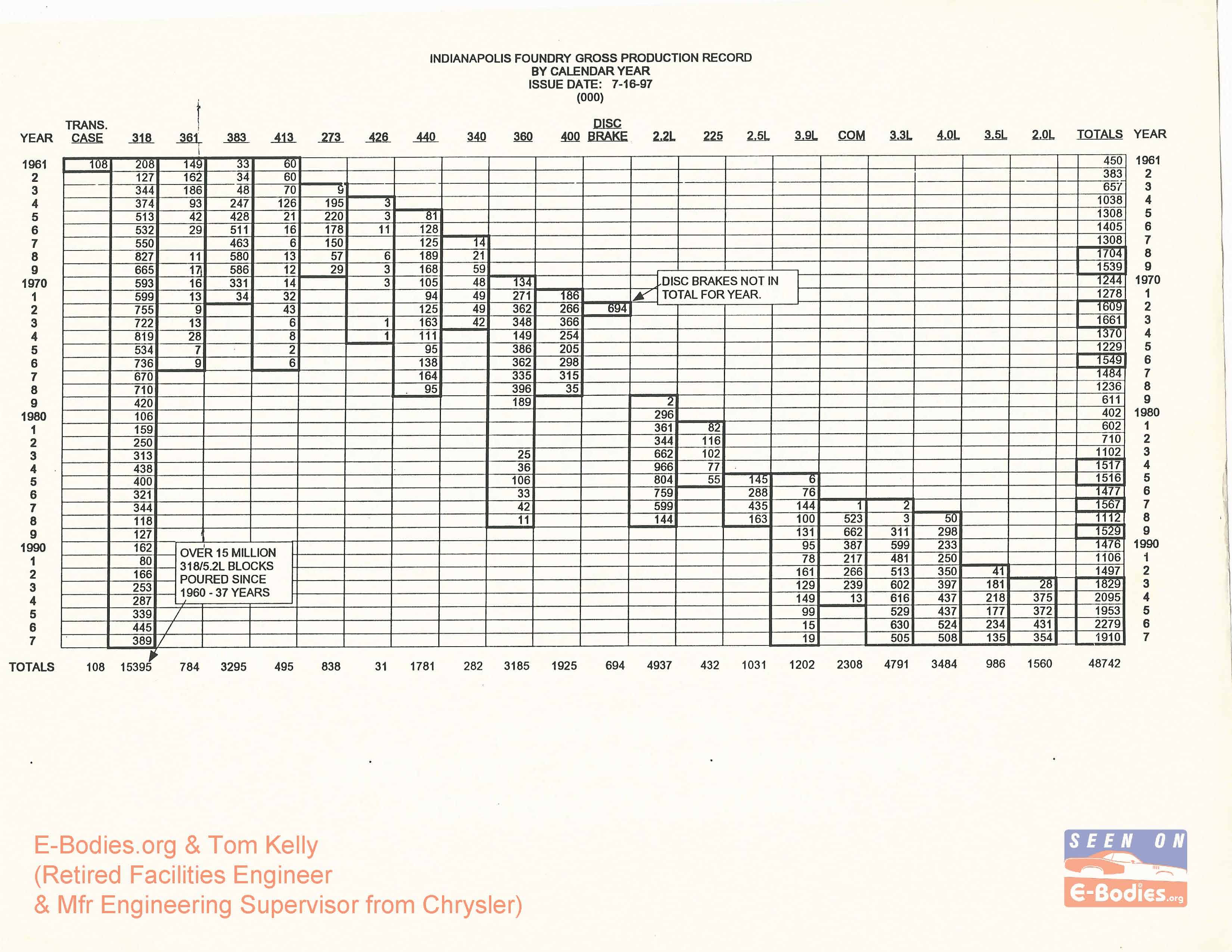
I’ll end with this info for the ‘Hemi guys’: one of the accountants at the plant gave me a copy of the Plant Gross Production Record from 1961 thru closing. Columns list blocks by displacement and I was told the 426w & 426 Hemi could have been combined in 1964 (evidently not all accountants are car guys!). Anyway the list showed the following rough 426 castings cast in the following years (numbers listed in ‘000s’): 1964-3; 1965-3; 1966-11; 1967-0; 1968-6; 1969-3; 1970-3; 1973-1; 1974-1.” – Tom Kelly retired Facilities Engineer & Mfr Engineering Supervisor from Chrysler.
< Back to “TSBs, Specifications & Engineering Illustrations”